
Продукция






-

Взрывозащищенный шахтный вулканизатор серии LBD-1800×830
-

Связующий состав Тип Топ серии PC
-
Взрывозащищенный шахтный вулканизатор серии LBD-2000×830
-

Двухкомпонентный адгезив T2
-
Взрывозащищенный шахтный вулканизатор серии LBD-1400×830
-

Очиститель типа HM-F1 производства Тип Топ
-

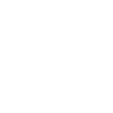
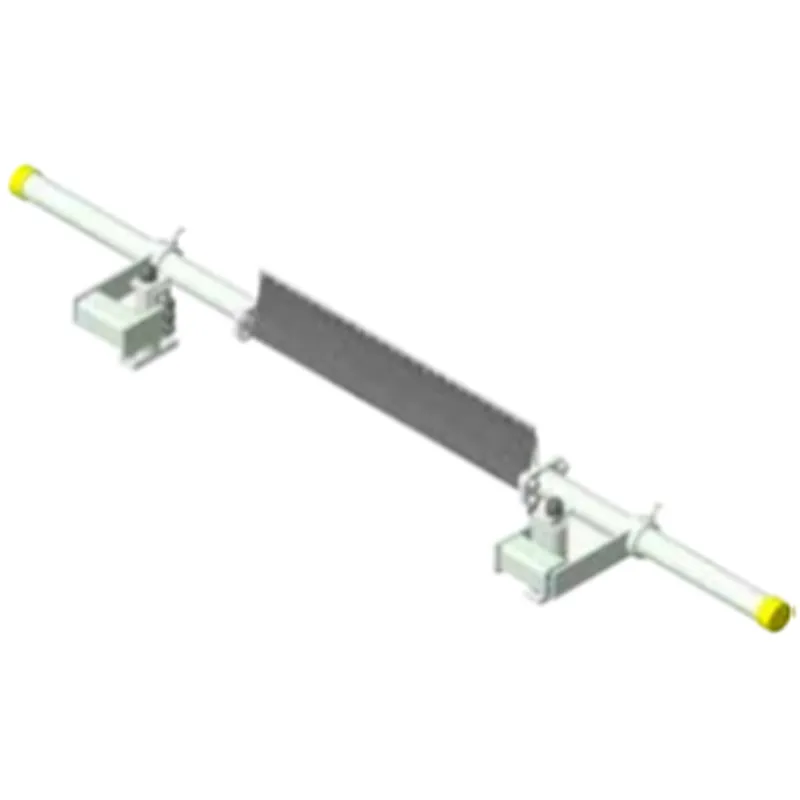
Амортизирующие системы для конвейерных лент
-

Ленточный электровулканизатор серии DLJ-800×660
-

Буферная резина TIP TOP
-
Взрывозащищенный шахтный вулканизатор серии LBD-1200×830
-

Лицевая резина TIP TOP
-
Взрывозащищенный шахтный вулканизатор серии LBD-1600×830
-

Очиститель TIP TOP
-

Ленточный электровулканизатор серии DLJ-2000×830
-

Взрывозащищенный ремонтный аппарат для шахт
-
Взрывозащищенный шахтный вулканизатор серии LBD-1000×830




Ремонтные стержни для быстрого ремонта конвейерных лент
Характеристики продукта: Вставка в форме ромба (без усиливающего слоя) Для ремонта небольших повреждений резины. Номер изделия Размеры Толщина Упаковка (шт. / ящ.) 530 7519 160x130mm 2.4mm 5 530 7526 260x200mm 2.4mm 5 530 7533 360x270mm 2.4mm 5 Вставка в форме ромба (с т...
Описание
маркер
Характеристики продукта:
Вставка в форме ромба (без усиливающего слоя)
Для ремонта небольших повреждений резины.
| Номер изделия | Размеры | Толщина | Упаковка (шт. / ящ.) |
| 530 7519 | 160x130mm | 2.4mm | 5 |
| 530 7526 | 260x200mm | 2.4mm | 5 |
| 530 7533 | 360x270mm | 2.4mm | 5 |
")
Вставка в форме ромба (с тканевым усиливающим слоем)
Для ремонта структурных повреждений.
| Номер изделия | Размеры | Толщина | Упаковка (шт. / ящ.) |
| 530 5511 | 160x130mm | 3.8mm | 5 |
| 530 5528 | 260x200mm | 3.8mm | 5 |
| 530 5535 | 360x270mm | 3.8mm | 5 |
")
Ремонтная полоса (без армирования)
Для ремонта длинных резиновых полос
| Номер изделия | Размеры (ширина x длина) | Толщина |
| 531 7729 | 70x10 000mm | 2.2mm |
| 531 7736 | 100x10 000mm | 2.2mm |
| 531 7743 | 150x10 000mm | 3.2mm |
| 531 7750 | 220x10 000mm | 3.2mm |
| 531 7767 | 300x10 000mm | 3.4mm |
| 531 7798 | 400x10 000mm | 3.4mm |
")
Ремонтные полосы (с тканевым армированием)
Используются для ремонта продольных разрывов различных конвейерных лент.
| Номер изделия | Размеры (ширина x длина) | Толщина |
| 531 5738 | 100x10 000mm | 3.6mm |
| 531 5745 | 150x10 000mm | 4.6mm |
| 531 5752 | 220x10 000mm | 4.6mm |
| 531 5769 | 300x10 000mm | 4.8mm |
| 531 5790 | 400x10 000mm | 4.8mm |
")
Описание продукта:
"Типтоп-холодная вулканизация" - это очень распространенная и профессиональная технология в промышленности, особенно при обслуживании конвейерных лент.Проще говоря, это относится к технологии ремонта на месте или соединения резиновых изделий (в основном конвейерных лент) при комнатной температуре с использованием материалов для холодного склеивания (таких как серия SC2000) и вспомогательных процессов, производимых немецкой компанией TIP TOP.В отличие от традиционной "горячей вулканизации", которая требует крупногабаритного оборудования, высокой температуры и высокого давления, процесс холодной вулканизации более удобен и эффективен, и он очень подходит для экстренного ремонта на месте и лечения небольших и средних травм.
Что такое холодная вулканизация?
Холодная вулканизация (Cold Vulcanization) - это процесс химической вулканизации.Благодаря использованию специальных адгезивов (клея) и невулканизированного основного клея/поверхностного клея, он вступает в химическую реакцию при комнатной температуре, образуя поперечную связь с резиной корпуса конвейерной ленты, и в конечном итоге образует прочный, износостойкий, интегрированный ремонтный корпус или соединение.
Его основным преимуществом является:
Не требуется источник тепла: не требуется крупномасштабного оборудования, такого как вулканизационные машины и нагревательные плиты.
Простота в эксплуатации: процесс относительно прост, а технические требования к операторам невелики.
Быстро и эффективно: время от подготовки до завершения работы сокращается, что позволяет значительно сократить время простоя оборудования.
Эксплуатация на месте: она может выполняться непосредственно на производственной площадке, особенно подходит для конвейерных лент, которые невозможно разобрать.
Сценарий применения:
Устранение локальных повреждений конвейерной ленты: таких как отверстия, царапины, износ кромок, оголение сердцевины ленты и т.д.
Соединение стыков конвейерных лент: особенно подходит для соединения на месте конвейерных лент малой и средней мощности и ограниченной длины.
Резиновое покрытие барабана: Используйте клей холодной вулканизации, чтобы приклеить износостойкий резиновый лист к поверхности барабана для предотвращения проскальзывания и износа.
Противоскользящая пластина/ износостойкая пластинчатая паста: Для защиты приклейте резиновую пленку на такое оборудование, как желоба, бункеры и т.д.
В-пятых, холодная вулканизация против Термическая вулканизация:
| свойство | Холодная вулканизация | Термическая вулканизация |
| Требования к оборудованию | Простой (шлифовальный станок, валик и т.д.) | Комплекс (вулканизационная машина, нагревательная плита, оборудование для повышения давления) |
| Требования к температуре | Комнатная температура | Высокая температура (обычно 140-150℃) |
| Экономия времени | Высокая (быстрая скорость ремонта) | Низкий (длительное время охлаждения теплоизоляционной коробки) |
| Сложность эксплуатации | Относительно прост и легок в обучении | Сложный и требующий профессионального и технического персонала |
| Прочность соединения | Высокая прочность, но обычно ниже, чем у лучших соединений, подвергнутых горячей вулканизации | Высочайшая прочность, составляющая более 90% от массы тела |
| Сценарий использования | Срочный ремонт мелких и средних швов на месте | Большое соединение главной конвейерной ленты, прочная конвейерная лента класса ST/SD |
Стандартная операционная процедура системы T2
1. Обработка поверхности:
Очистите и отполируйте место ремонта.
2. Нанесите клей:
Нанесите клей T2 A+B на отшлифованную поверхность.
3. Заполнитель:
Заполните композитным клеем T2 A+B
4. Окончательная отделка и полировка:
Зашлифуйте и обрежьте лишний наполнитель.




Процедура ремонта конвейерной ленты Tiptop
Локальные повреждения
1. Очищение раны
Сначала обозначьте контур раны (она должна быть немного больше повреждённого участка). Затем с помощью профессиональной угловой шлифовальной машины с диском средней абразивности отшлифуйте рану до тех пор, пока повреждённый участок не приобретёт чёткую кривизну и не исчезнут выступы.

2. Нанесите клей
Тщательно очистите отшлифованную поверхность, затем нанесите смесь SC2000.
После полного высыхания первого слоя нанесите второй слой и дайте ему высохнуть.
Консистенция должна быть слегка вязкой, но не прилипать к тыльной стороне пальца.
Если резина в месте ранения чрезмерно повреждена, сначала следует наложить T2.
Заполните с помощью клеевого пистолета;

3. Нанесите пластырь
Нанесите пластырь на место раны, соблюдая осторожность при нанесении, чтобы
Избегайте попадания воздуха. Затем используйте уплотнительный валик, двигаясь от центра к краям.
Раскатайте пластырь наружу, уплотните его и удалите воздух.
Замочите.

Продольный разрыв
Продольные разрывы являются распространенной формой повреждения конвейерных лент, а в тяжелых случаях
По всей длине конвейерной ленты. Без эффективного
Армирующий материал упрочняет его, а конвейерная лента локально армирована.
Эксплуатация в условиях нестабильного напряжения с высокой вероятностью приведет к повреждению.
Усугубление травмы.
Традиционный ремонт методом горячей вулканизации требует использования больших вулканизационных машин, которые
Это чрезвычайно неудобно, дорого и неэффективно.
Ремонт с использованием обычного клея является лишь временным решением.
Проблема проникающего повреждения не может быть решена.
Преимущества ремонта методом холодной вулканизации TipTop
1. Использование технологии холодной вулканизации, опираясь на Tiptop CN
Клейкие и ремонтные ленты SC2000 можно наносить на конвейерную ленту.
вулканизированы в единое целое. Кроме того, ремонтная полоса содержит слой кордового полотна.
Обеспечивает прочность поврежденных участков.
2. Вулканизацию при комнатной температуре можно осуществлять с помощью только легких инструментов.
Метод работы отличается высокой гибкостью и требует минимального времени на ремонт.
Это можно сделать в течение обычного времени простоя.
3. Быстрое достижение рабочей прочности после ремонта.
1. Очищение раны

2. Нанесите клей

3. Нанесите клейкие ремонтные полоски.

Крупномасштабная реставрация
1. Обширное отслоение конвейерной ленты
2. Удалите остатки клея
3. Обработка поврежденных поверхностей



4. Шлифование поврежденных поверхностей
5. Нанесите первый слой холодного клея SC2000 на поврежденный участок.
После полного высыхания
6. Нанесите второй слой холодного клея SC2000 на поврежденный участок.
(ни здесь, ни там)



7. Одновременно нанесите первый слой клея SC2000 на резиновый лист.
8. Нанесите клеевой лист и уплотните его с помощью валика.
9. Отремонтированная поверхность конвейерной ленты



связаться с нами
Сопутствующие популярные продукты
Амортизирующие системы для конвейерных лент
Описание продукта: В процессе горного производства материал постоянно перемещается че...
Ленточный электровулканизатор серии DLJ-2200×830
Ключевые преимущества: Вулканизаторы серии DLJ соответствуют тенденциям развития лен...
Ленточный электровулканизатор серии DLJ-800×830
Ключевые преимущества: Вулканизаторы серии DLJ демонстрируют превосходные характерис...
Взрывозащищенный шахтный вулканизатор серии LBD-1800×830
Описание продукта: Взрывозащищенный шахтный вулканизатор является специализированным ...

Очиститель обратного хода V-образного и прямого типа производства Тип Топ
Описание продукта: Используется для очистки не несущей стороны ленты конвейера в неза...
Очиститель типа HM-U1 производства Тип Топ
Описание продукта: Очиститель HM-U1 представляет собой очиститель с прочными к ударны...
Лицевая резина TIP TOP
Описание продукта: Невулканизированная обкладка, благодаря своим превосходным адгезио...
Ленточный электровулканизатор серии DLJ-800×660
Ключевые преимущества: 1. Технологическое лидерство — прочность вулканизированного с...

Очиститель типа HP-UE производства Тип Топ
Описание продукта: Очиститель HP-UE представляет собой экономичное вторичное очистное...
Связующий состав Тип Топ серии PC
Область применения: Клей PC-4 Пластиковые клеи серии Tiptop PC используются для соеди...

Грунтовка для металла
Характеристики продукта: Обработчик (праймер) для металла TIP TOP Ассортимент обработ...
Ленточный электровулканизатор серии DLJ-1600×830
Ключевые преимущества: Передовое технологическое положение серии вулканизаторов DLJ ...
Взрывозащищенный ремонтный аппарат для шахт
Описание продукта: Ремонтное устройство взрывозащищенное рудничное представляет собой...

Монтажный пистолет TIP TOP T2
Характеристики продукта: Пистолет T2 от TIP TOP Пистолет T2 от TIP TOP предназначен ...
Очиститель типа HM-U8 производства Тип Топ
Описание продукта: HM-U8 Очиститель конвейерной ленты — это универсальный очиститель ...
Ленточный электровулканизатор серии DLJ-1200×830
Ключевые преимущества: Вулканизаторы серии DLJ отличаются простотой освоения и удобс...



